A retort-grade aluminum can/end and a regular aluminum can/end look exactly the same. You cannot tell them apart by looking at them, yet using the wrong one can ruin an entire production run.
When people talk about "retort cans," most think of heavy steel or tinplate food cans. But aluminum beverage cans are much thinner and more sensitive to the high heat and pressure of sterilization.
To verify if an aluminum can or end is retort-ready, we look at invisible specs like enamel rating and film weight, though other factors like sulfur protection or the liner formula may also change depending on what you are filling.
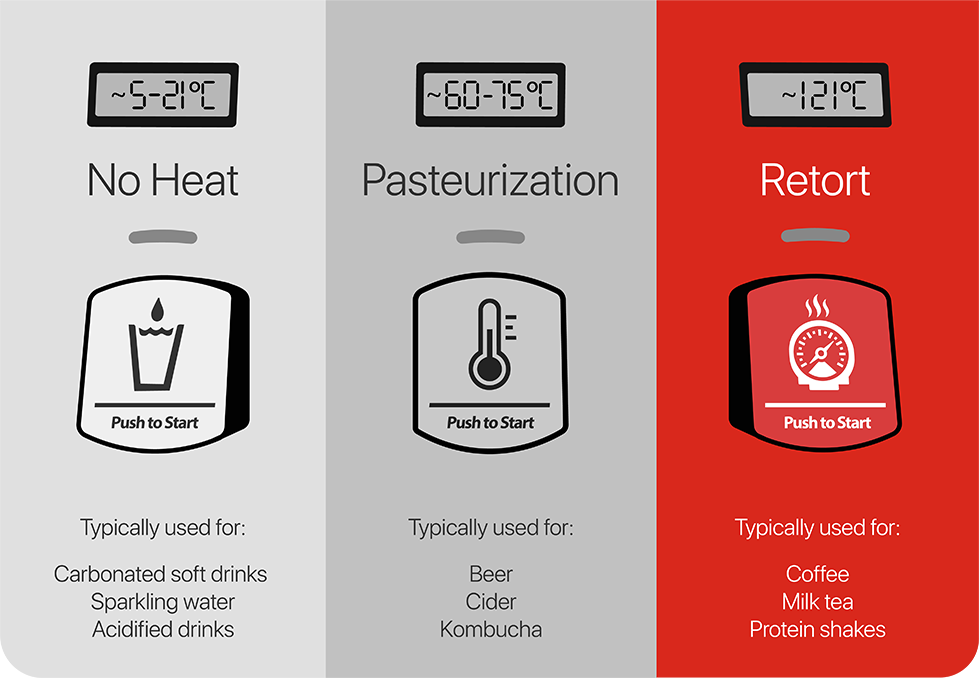
Different Processing Temperatures
Your processing temperature dictates the packaging specs you need:
The Foundation of Strength
While both cans and can ends are aluminum, they use different alloys to handle the disparate mechanical forces of the cycle.
The Coating: The Invisible Shield
For an aluminum can to be "retort ready," the internal and external coatings must survive extreme thermal stress without "blushing" (turning white), peeling, or delaminating. Standard beverage liners (often acrylics) fail under retort conditions. Retort applications require high-performance Organosols or Polyester (BPA-NI) coatings.
Film Weight & Flexibility
Standard beverage cans use film weights of ~4-6 g/m². Retort cans require significantly higher weights, typically ranging from 6-15 g/m², to ensure a pinhole-free barrier under heat. For regular can ends, the thickness is approx. 5-7 g/m², and for retort can ends, the thickness is approx. 9-11 g/m².
At 121°C, the liquid inside expands, putting massive pressure on the lid, which stretches the metal. A standard internal coating might develop microscopic cracks (crazing) during this stretch, allowing the liquid to touch raw aluminum. The thicker coating is more flexible as it stretches with the metal to keep the barrier intact.
*Despite the thicker coating, the physical dimensions are the same. Your seamer settings do not need to change.
Sulfur Protection
Protein-rich drinks (dairy/meats) can cause black sulfide staining. Retort coatings often include Zinc Oxide (ZnO) as a scavenger to prevent this.
Overpressure and LN2
It is a common misconception that a retort can is physically "stronger" to hold the pressure on its own. But aluminum beverage cans are thin (<0.1 mm) and rely on the machine to do the heavy lifting.
Overpressure
During the critical cooling phase, the retort vessel must use overpressure (compressed air) to match the internal pressure of the can. Without this counter-pressure, aluminum ends will "peak" (buckle outward) instantly.
Liquid Nitrogen (LN2) Dosing
Non-carbonated drinks (coffee/tea) often use an injection of LN2 immediately before seaming. This creates internal support that prevents the can from "panelling" (imploding) under external pressure.
The Enamel Rater
The definitive way to validate these specs is the Enamel Rater Test, which measures metal exposure in milliamperes (mA). It is a true invisible spec as a can may look perfect but fail a conductivity test.
- Standard Can: Typically < 25 mA is acceptable.
- Retort Can: Specifications are much tighter due to the aggressiveness of the process. Often < 5 mA (or even < 1-2 mA) is required post-retort to ensure long-term shelf stability.
*These specifications are based on our manufacturer’s standards. Because every beverage is chemically unique, we always recommend a test run before committing to a full production cycle.
Logistics and Planning
Unlike our 202-B64 can ends which are retort ready, our local stock of blank cans isn’t typically retort-grade. It’s simply not a format that gets a lot of requests or production runs. As a result, lead times are longer and a bit of extra planning is needed. If you are planning a retort project, let us know early so we can ensure your cans are spec’d for the run.


